
- Introduction to Breakfast Cereal Technology
- Raw Material Receiving, Handling, and Milling
- Principles of Cereal Extrusion Cooking
- Flaking Technology: From Dough to Flakes
- Toasting and Drying Systems
- Coating and Enrobing (Sugar, Honey, Chocolate)
- Size Reduction and Scrap Recovery
- Post-Processing: Vitamin Spraying and Fortification
- Packaging Engineering and Modified Atmosphere
- Quality Control, HACCP, and Process Validation
- Wastewater, Dry Waste, and Energy Efficiency
- Plant Layout and Material Flow Optimization
- Future Trends: High-Protein, Gluten-Free, and 3D-Shaped Cereals
- Appendices (Calculations, Sanitation Schedules, Troubleshooting)
1. Introduction to Breakfast Cereal Technology
1.1 Historical Context and Market Drivers
The commercial breakfast cereal industry originated in the late 19th century with the Kellogg brothers’ development of wheat flakes. Today, the global RTE cereal market exceeds $40 billion USD annually, driven by convenience, fortification, and taste variety. The core processing challenge remains: transforming raw grains into a crisp, shelf-stable product that retains texture in milk.

1.2 Classification of Commercial Cereals
From a process engineering perspective, cereals fall into five categories:
- Flaked cereals (corn flakes, bran flakes): Grains are cooked, tempered, flaked, and toasted.
- Puffed cereals (rice krispies, puffed wheat): High-pressure extrusion or gun-puffing.
- Shredded cereals (shredded wheat): Cooked wheat is passed between grooved rolls.
- Granola and clusters: Baked mixtures of oats, sweeteners, and inclusions.
- Direct-expanded extrudates (cheese balls, cocoa puffs): Extrusion at high temperature and low moisture.
1.3 Overall Process Flow for a Flaked Cereal (Corn Flakes)
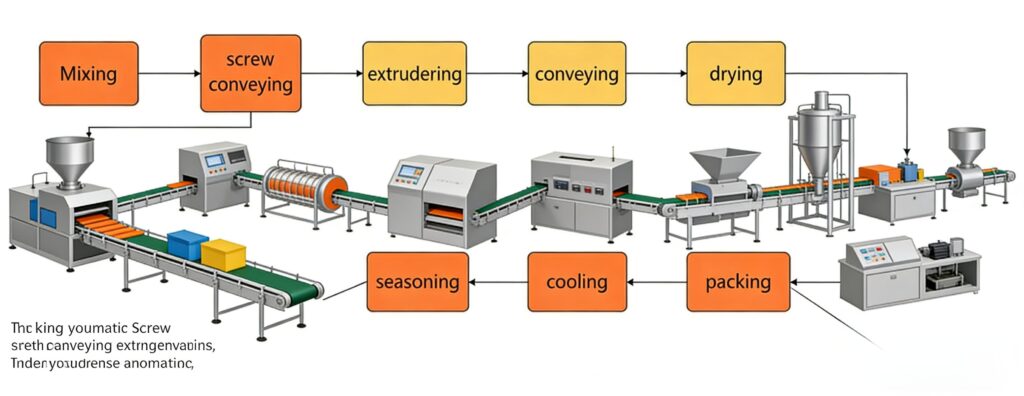
While this document covers all types, we will anchor the main description to corn flakes—the most voluminous product globally. The sequence is:
Milling → Mixing (with water, malt syrup, salt) → Cooking (batch or continuous) → Tempering/Drying → Flaking → Toasting → Coating → Drying/Cooling → Packaging
For puffed cereals, the sequence modifies: Milling → Dry mixing → Preconditioning → Extrusion (high shear) → Cutting → Drying → Coating → Cooling → Packaging

2. Raw Material Receiving, Handling, and Milling
2.1 Grain Specifications
- Corn (Zea mays): Dent corn of specific kernel hardness (average 12–14% moisture). Test weight minimum 56 lb/bushel. GMO status labeled. Mycotoxin limits: <20 ppb aflatoxin.
- Rice: Broken kernels (5–15%) acceptable; amylose content 20–25% for crispness.
- Wheat: Soft white wheat for flakes; hard red wheat for shredded cereals.
2.2 Receiving and Silo Storage
- Pneumatic conveying systems unload 25-ton trucks at 50 tons/hour.
- Magnetic separators (rare earth 10,000 gauss) remove tramp metal.
- Silos are aerated (0.5 CFM/bushel) to prevent mold. Temperature monitoring every 4 hours; if grain exceeds 30°C, turners activate.
- Rotary sifters (2.0 mm mesh) remove chaff, stones, and fines.
2.3 Dry Milling Technology
The goal is to reduce grain to semolina (1.0–1.5 mm particle size) without producing flour, which causes pasting.
- Hammer mills: For corn flakes, a 125 HP mill with 6.35 mm screen → output 5 tons/hour. Rotor tip speed 90 m/s.
- Roller mills (four-stand) : Preferred for wheat. First break: corrugated rolls (8 corrugations/cm), gap 0.8 mm; reduction rolls: smooth, gap 0.3 mm.
- Sifters and purifiers: Multi-deck plansifters separate semolina by particle size. For corn, target is 65% through 20 mesh, <15% through 60 mesh.
2.4 Dosing and Batching
Loss-in-weight feeders (accuracy ±0.5%) deliver grain to the mixer. Liquid ingredients (malt syrup, sugar, salt solution) are metered via magnetic flow meters (accuracy ±0.2%). corn flakes making machine A batch formulation example for corn flakes (1,000 kg final product):
- Corn semolina: 820 kg
- Sugar: 60 kg
- Malt syrup (80° Brix): 40 kg
- Salt: 8 kg
- Water: 30 kg (adjust to 32–34% final dough moisture)
- Vitamins premix: 1.5 kg (added after toasting)
3. Principles of Cereal Extrusion Cooking
3.1 Introduction to Extrusion in Cereals
Extrusion cooking is a high-temperature short-time (HTST) process where starch gelatinizes, proteins denature, and dough is shaped. Two systems exist:
- Single-screw extruder: Lower cost, for direct-expanded snacks or pre-cooking for flakes.
- Twin-screw extruder (co-rotating intermeshing): For high-moisture, high-fat recipes. Preferred for gluten-free, high-fiber cereals.
3.2 Extrusion Parameters for Puffed Cereals (Direct Expanded)
Take a rice puff (Krispie-type) as example:
- Preconditioner: Steam (0.4 bar) and water added to raise moisture to 18–22%. Barrel temperature in preconditioner: 60–80°C. Retention time: 2–3 minutes.
- Extruder barrel zones (5 zones):
- Zone 1 (feeding): 40°C, water jacket cooled.
- Zone 2 (conveying): 80°C.
- Zone 3 (kneading): 120°C.
- Zone 4 (cooking): 150°C.
- Zone 5 (die plate): 130°C.
- Screw speed: 300–400 rpm. Torque: 70–80% of motor rating.
- Die design: For puffed cereal, multiple circular dies of 3–4 mm diameter. The die land length/diameter ratio = 8:1 to control expansion.
- Moisture at die: 14–16%. Upon exiting, superheated water flashes to steam, expanding the matrix (expansion ratio typically 3–4:1).
- Cutting: A high-speed rotary knife (2000 rpm) cuts the extrudate just outside the die; length 5–8 mm for rice crisps.
3.3 Extrusion for Flaked Cereal Pre-cooking (Corn Flakes)
Instead of traditional batch cooking (steam jacketed kettles), many modern lines use a low-shear single-screw extruder to gelatinize the dough.

- Feed moisture: 28–30% (higher than puffed extrusion).
- Barrel temperature: 100–110°C (no expansion desired).
- Exit temperature: 90°C, dough is a cohesive plastic mass.
- Advantages over batch cooking: Continuous, consistent gelatinization, less water usage, and shorter time (30 seconds vs 2 hours).
3.4 Extruder Wear and Metallurgy
- Barrel liners: Bimetallic (Ni-Hard, or tungsten carbide coatings).
- Screw elements: Nitrided steel with Stellite hardfacing on flight edges.
- With abrasive grains (corn, rice), screw life is ~6,000 hours; replace when diameter reduces by 1.5%.
4. Flaking Technology: From Dough to Flakes
4.1 Tempering After Cooking
Whether cooked in a batch steam cooker or an extrusion pre-cooker, the hot (90–100°C) dough must be tempered to equilibrate moisture.
- Continuous cooling conveyor: Belt of perforated stainless steel, air drawn through by fans. Cools dough to 45°C within 10 minutes.
- Tempering bin: Dough stored for 2–6 hours at 40–45°C, covered to prevent skin formation. Moisture uniformity improves to ±0.5%.
4.2 Flaking Mill Operation
The flaking mill is the heart of the flake cereal line. It consists of two large, water-cooled, polished stainless steel rolls, one stationary, one adjustable.

- Roll dimensions: Diameter 600–1000 mm, width 800–1500 mm. Larger diameter allows higher throughput with less roll wear.
- Roll surface: For corn flakes, micro-grooved (100–150 grooves per inch) to grip the dough.
- Gap setting: 0.25–0.40 mm for corn flakes; 0.20 mm for rice flakes.
- Hydraulic pressure: 50–100 tons total force, applied to the movable roll. The nip pressure is typically 2–4 kN/cm of roll width.
- Feeding: Dough is broken into lumps (size 20–30 mm) by a lump breaker, then fed by vibrating feeder to the roll nip.
- Roll speed: Front roll 200–300 rpm, rear roll slightly slower (2% differential) to shear the flake off the faster roll.
- Flake thickness after flaking: 0.4–0.5 mm. Thicker flakes shatter during toasting.
4.3 Key Flake Defects and Correction
| Defect | Cause | Solution |
|---|---|---|
| Ragged edges | Dough too dry or roll grooves worn | Increase feed moisture by 1%; re-groove rolls |
| Powdery fines | Dough over-tempered, sticky | Reduce tempering time, cool rolls to 20°C |
| Non-uniform thickness | Inconsistent feed or roll deflection | Adjust hydraulic crown compensation |
| Flakes sticking to roll | Dough too hot or sugar high | Cool rolls further (12°C chilled water) |
4.4 Roll Cooling System
To prevent dough sticking and premature toasting, rolls are internally water-cooled. Chilled water (5–10°C) circulates through spiral passages. corn flakes making machine Flow rate: 300–500 L/min per roll. Dew point monitoring ensures no condensation.
5. Toasting and Drying Systems
5.1 Objectives of Toasting
Toasting accomplishes three goals: 1) Drying from ~20% moisture to 3–5%, 2) Maillard browning for flavor and color, 3) Crisp texture development. A typical corn flake will lose 12–15% moisture during toasting.

5.2 Rotary Toaster Design
Most common: Direct-fired rotary drum toaster.
- Drum: Stainless steel cylinder, 2.5 m diameter, 15 m length, inclined 2–3°. Speed 4–8 rpm.
- Flighting: Internal spiral vanes lift and cascade flakes.
- Airflow: 8000–12000 m³/h of heated air, counter-current to product flow.
- Heat source: Natural gas burners (40–60 million BTU/h) or indirect steam coils. Gas yields faster Maillard reaction due to combustion gases (slight NOx but acceptable).
- Temperature zones: 1st third 250°C, middle third 200°C, exit third 120°C.
- Residence time: 4–7 minutes.
- Exit moisture: 2–4% (measured inline by near-infrared).
- Color: L-value (lightness) from HunterLab meter; corn flakes target L=70-75.
5.3 Fluid Bed Dryers for Puffed Cereals
For puffed rice or corn balls, a fluid bed dryer after extrusion prevents surface hardening.
- Two-zone dryer: Zone 1 at 150°C (1 minute), Zone 2 at 90°C (3 minutes).
- Air velocity: 2–3 m/s, just enough to fluidize without entraining product.
- Static bed depth: 80–120 mm.
- Energy consumption: ~1.2 kWh/kg water removed.
5.4 Toasting Control Variables
Critical parameters that operators monitor every 15 minutes:
- Product temperature after toaster: 115–125°C for corn flakes. If >130°C, acrylamide forms (above 150 ppb triggers EU labeling).
- Moisture gradient: Core moisture should be within 1% of surface moisture. Use microwave moisture analyzer.
- Bulk density: For corn flakes, target 135–160 g/L. Too light means over-toasted; too heavy means under-toasted.
5.5 Exhaust Treatment
Toaster exhaust contains fine particles (dust) and VOCs from browning reactions. Cyclone separators remove >95% of particulates; then a thermal oxidizer (800°C) destroys VOCs before release to atmosphere.

6. Coating and Enrobing (Sugar, Honey, Chocolate)
6.1 Coating Applicator Systems
After toasting, cereals are brittle, so coating must be gentle and uniform. Two main systems:
A) Sugar slurry coating (for frosted flakes):
- Slurry preparation: Sugar (sucrose 60%), water (20%), corn syrup (19%), salt, flavor (1%). Cooked at 95°C until dissolved (65–70°Brix).
- Application: Rotary drum coater (batch or continuous). For continuous: a long, slightly inclined drum (1.5 m dia x 6 m) with internal flights. Slurry sprayed via airless nozzles (5–10 bar) onto the tumbling product bed.
- Coating ratio: 30–40% slurry by weight of flakes (final sugar content ~25%).
- Drying after coating: Immediately after coating, flakes pass through a drying tunnel (80°C air, 3 minutes) to crystallize sugar to a white, glassy finish.
B) Fat-based coating (chocolate or yogurt):
- Chocolate tempering: Standard chocolate (cocoa butter based) must be tempered in a scraped surface heat exchanger: 45°C → cooled to 28°C → reheated to 31°C (beta V crystals).
- Application: Enrobing curtain plus air jets for bottom coating. Belt speed matched to flake density.
- Cooling tunnel: 10–15°C, residence 4 minutes, to set fat.
- Typical addition: 8–12% chocolate by weight. For honey-coated, 5% honey powder + oil blend sprayed, then dusted with sugar.
6.2 Vacuum Coating for Low-Sugar or Oil-Soluble Ingredients
A batch vacuum coater (rotating drum under 50–100 mbar) allows coating of porous puffed cereals without crushing. The liquid (oil + flavor) is drawn into the pores when vacuum is released. Used for high-oil “gourmet” cereals.
6.3 Inclusion Adding (Granola Clusters)
For granola-type cereals, dry inclusions (raisins, nuts, chocolate drops) are added after coating but before final cooling. A volumetric feeder introduces inclusions at a 10–15% rate, mixed gently via a screw conveyor with short-pitch flights to avoid breakage.
7. Size Reduction and Scrap Recovery
7.1 Scrap Generation in Flake Lines
Typical scrap rates (rework) are 5–8% for a well-run line. Sources: off-size flakes, broken pieces, start-up waste, and coating overage.
7.2 Granulator Design
Scrap flakes and broken cereals go to a low-speed granulator (150 rpm) with hardened steel knives. Screen size: 4 mm for corn flakes. Output is “cereal flour” of particle size <1 mm.
7.3 Rework Integration
The ground scrap is added back to the mixer at a maximum of 12% of total dry weight. Higher levels cause color darkening due to pre-cooked starches. For extrusion lines, rework can be fed directly into the preconditioner using a loss-in-weight feeder.
7.4 On-Line Recycle Conveying
A pneumatic conveyor sends granulated scrap directly to a surge bin above the mixer. Metal detection (HACCP CCP) before reintroduction.
8. Post-Processing: Vitamin Spraying and Fortification
8.1 Legal Requirements (USA and EU)
RTE cereals are often fortified with B vitamins (thiamin, riboflavin, niacin, B6, B12), folic acid, vitamin D, iron, zinc. In the US, corn flakes must contain 100% DV of 8 vitamins per serving (FDA 21 CFR 104.20).
8.2 Spray Application System
Because heat degrades vitamins (especially thiamin and folic acid), they are sprayed onto the cooled product after toasting and coating.
- Location: After final cooler, before packaging.
- Equipment: Cascade of spinning disc atomizers (20,000 rpm) inside a hexagonal rotating drum (2 m diameter, 4 m long).
- Vitamin premix: Liquid suspension in oil (soybean or coconut oil) or in propylene glycol. Typical concentration: 5–10% active vitamins.
- Spray rate: 0.8–1.2% of product mass.
- Nozzle air pressure: 3 bar to produce 50 μm droplets.
- Post-spray mixing: Gentle tumbling for 2 minutes ensures homogeneity. CV (coefficient of variation) <5% among 10 test samples.
8.3 Micro-Dosing Challenge
Iron powder (electrolytic, 325 mesh) is used for fortification. Its density (7.8 g/cm³) causes segregation. To mitigate, mix iron with oil to create a slurry, then spray. Magnets in product stream check iron presence.
8.4 Validation of Vitamin Retention
Samples taken every 4 hours, sent to lab for HPLC analysis. Minimum retention: 90% of label claim after 6 months shelf life.
9. Packaging Engineering and Modified Atmosphere
9.1 Packaging Line Architecture
A high-speed cereal line outputs 3–5 tons/hour, which requires 2–4 vertical form-fill-seal (VFFS) machines operating at 60–120 bags per minute.
9.2 Nitrogen Flushing for Crispness
Cereals stale due to moisture absorption and lipid oxidation. Nitrogen flushing reduces oxygen to <2%.
- Process: Inside the VFFS forming tube, nitrogen gas (purity 99.99%) is injected just before the sealing jaws close. Gas flow rate: 2–3 times the bag volume.
- Residual oxygen monitoring: Inline zirconia sensor; if >2.5% O2, machine rejects that bag.
9.3 Bag Film Material
Typical structure for bag-in-box cereals: OPP (oriented polypropylene) 20 μm / adhesive / metalized PET 12 μm / sealant layer (LLDPE) 40 μm. Metalized layer provides oxygen barrier (WVTR <0.5 g/m²/day, OTR <2 cc/m²/day).
9.4 Case Packing and Palletizing
- Robotic case packers: Delta robots (3-axis) pick and place bags into RSC (regular slotted container) cases.
- Case sealing: Hot melt adhesive (EVA-based) applied at 160°C.
- Palletizing: Cartesian gantry robot stacks cases, interlayer sheets of corrugated for stability. Stretch wrap (pre-stretched 250%) with top and bottom caps.
10. Quality Control, HACCP, and Process Validation
10.1 Critical Control Points (CCP) per Codex Alimentarius
| Process Step | Potential Hazard | CCP | Critical Limit | Monitoring | Corrective Action |
|---|---|---|---|---|---|
| Raw grain receiving | Aflatoxin | Yes | <20 ppb | ELISA test per truck | Reject lot |
| Toasting | Acrylamide formation | Yes | <150 ppb (EU) | Online NIR plus lab HPLC | Reduce zone 1 temp by 10°C |
| Coating drum | Salmonella from chocolate | Yes | No Salmonella in 25g | Periodic swab test | Stop line, sanitize CIP |
| Metal detector (after flaking) | Ferrous/non-ferrous fragments | Yes | Fe: 1.0 mm, Non-Fe: 1.5 mm | Test piece every 15 min | Reject affected product |
10.2 In-line and At-line Measurement Technologies
- Moisture: NIR transmission (accuracy ±0.2%).
- Color: HunterLab spectrophotometer, every 30 minutes.
- Density: Automated weight per liter cup (every 15 min).
- Bulk temperature: IR pyrometer at toaster exit.
- Flake thickness: Laser micrometer (after flaking mill).
10.3 Microbiological Stability
Cereals are low-water-activity (aw 0.2–0.4). However, coating (especially honey) can introduce osmophilic yeasts. Monthly testing for yeast/mold (<100 CFU/g). For chocolate-coated, standard plate count <5000 CFU/g.
10.4 Allergen Management
Lines producing oat-based (gluten) or nut-inclusive cereals require full cleanout between runs. ATP swabbing (RLU <100) before next production.
10.5 Statistical Process Control (SPC) Implementation
For each shift, we chart:
- Flake thickness: Individual-moving range (I-MR) chart. UCL = 0.55 mm, LCL = 0.35 mm. Any single point outside → roll gap adjustment.
- Toaster moisture: Cpk target >1.33.
11. Wastewater, Dry Waste, and Energy Efficiency
11.1 Wastewater Treatment
Cereal plants generate high-BOD wastewater from:
- Equipment washdown (sugar, starch).
- Extruder flushing.
- Steam condensate (treated as clean).
Treatment system:
- Screening (1 mm mesh) → removes solids.
- Equalization tank (24 hr retention).
- Dissolved air flotation (DAF) → removes fats/oils/grease (FOG).
- Anaerobic digestion (UASB) → converts BOD to biogas (60% methane). A 10 ton/hour plant produces 500 m³ biogas/day → used in toaster.
- Aerobic polishing (activated sludge) → BOD reduction to <30 mg/L.
11.2 Dry Waste Management
- Cereal fines (dust): Pneumatically collected, sold as animal feed (pigs/chickens).
- Packaging waste: LDPE shrink wrap recycled; multi-layer films go to waste-to-energy.
- Sludge from DAF: Dewatered (centrifuge, 30% solids) → land application or incineration.
11.3 Energy Recovery
- Toaster exhaust gas: Pass through a recuperator to preheat combustion air (saves 15% gas).
- Extruder barrel cooling water: Heat exchanged to preheat boiler feed water.
- Flaking roll cooling water: In winter, used for plant heating (radiant floor).
12. Plant Layout and Material Flow Optimization
12.1 Hygienic Design Principles
- All equipment on raised legs (minimum 300 mm from floor) for cleaning.
- Floors sloped 2% to drains with 100 mm traps.
- Positive pressure in processing areas (20 Pa relative to outside) with HEPA filtration on make-up air (MERV-14).
12.2 Vertical Integration Layout
A 2,500 m² plant for 5 tons/hour corn flakes:
| Floor Level | Process |
|---|---|
| Third floor (16 m) | Raw grain silos, milling, mixing |
| Second floor (10 m) | Batch cookers, tempering conveyors, flaking mills |
| First floor (4 m) | Toasters, coating drums, coolers |
| Ground floor (0 m) | Packaging, case packing, palletizing |
This gravity-fed design reduces conveying equipment and fines generation.
12.3 Material Transfer Systems
- Bucket elevators: For fragile flakes (gentle, low breakage). Belt speed 1.2 m/s. Use plastic buckets with rounded edges.
- Pneumatic conveyors: Only for pre-toasting materials (grain, semolina, dough). After toasting, pneumatic conveying breaks flakes.
- Vibratory conveyors: For flakes between toaster and coater. Trough design with dust covers.
12.4 Maintenance Access
Walkways with non-slip grating, clearance of 1 m behind all equipment. LOTO (lockout/tagout) stations at each motor.
13. Future Trends: High-Protein, Gluten-Free, and 3D-Shaped Cereals
13.1 High-Protein Extrusion
Adding 20–30% pea protein isolate or soy protein concentrate changes rheology drastically. Twin-screw extrusion with higher water (25–28%) and lower temperature (120°C max) prevents textural hardening. Post-extrusion drying must be vacuum-assisted (600 mbar) to avoid case hardening.
13.2 Gluten-Free Challenges
Rice and corn are naturally gluten-free, but cross-contact is the risk. Dedicated gluten-free lines require separate HVAC systems and positive release testing (R5 ELISA <20 ppm).
13.3 3D-Shaped Cereals
Use of custom die plates and rotating knife profiles to produce stars, animals, or letters. For high definition, the dough must have high amylopectin (waxy corn starch). Expansion control achieved by varying die land temperature (cooler die gives sharper edges).
13.4 Clean Label and Natural Colors
Replacing caramel color with vegetable juice concentrates (beet, carrot). Extruder temperature reduced to 140°C maximum to preserve color. Natural antioxidants (rosemary extract, mixed tocopherols) added at coating stage to replace BHA/BHT.
13.5 AI-Driven Process Control
Machine learning models using 200+ input variables (ambient humidity, grain hardness, screw wear) predict final flake color and moisture 5 minutes ahead. Reinforcement learning adjusts toaster burner duty cycle automatically.
14. Appendices
Appendix A: Sample Calculation for Toaster Heat Balance
Given: 5,000 kg/h corn flakes, initial moisture 22%, final 3%. Water to evaporate = 5000*(0.22-0.03)/(1-0.03) = 979 kg/h. Latent heat 2257 kJ/kg → heat requirement 2.21 GJ/h. Adding 15% heat losses and 10% for product heating → total ~2.8 GJ/h. Natural gas (38 MJ/m³) → 73.7 m³/h gas flow.
Appendix B: Sanitation Schedule – Daily, Weekly, Monthly
- Daily: Wipe down spray nozzles, sweep floor, empty scrap bins.
- Weekly: Foam cleaning of toaster interior (caustic foam, rinse, sanitize). Remove flaking rolls for manual inspection.
- Monthly: Complete CIP of coating drum (2% NaOH at 70°C for 30 min, followed by acid rinse). Disassemble and clean extruder screws.
Appendix C: Troubleshooting Quick Guide – Table
| Symptom | Immediate Check | Root Cause Likely | Fix |
|---|---|---|---|
| Flakes shatter in toaster | Moisture after flaking | Too low (<16%) | Increase tempering bin humidity |
| Cereal tastes burnt | Toaster exit temp | >125°C | Reduce gas flow by 10% |
| Coating not sticking | Drum temperature | <25°C (sugar crystallizes too fast) | Preheat drum to 35°C |
| High fines in package | Flake strength | Over-toasted or excessive conveying | Reduce toaster residence by 30 sec |
Appendix D: Standard Operating Procedure for Flaking Mill Roll Gap Adjustment
- Zero the gap: bring rolls together until contact, audible feedback.
- Back off to 0.40 mm using dial indicator.
- Run a 100 kg batch and measure 50 random flakes with micrometer.
- Average thickness target 0.45 mm. Adjust by turning handwheel (1 turn = 0.05 mm).
- Re-torque locking nuts.
- Log new gap setting in production record.
Appendix E: Safety Data Sheet (SDS) Extracts for Common Cereal Chemicals
- Caustic soda (NaOH, cleaning): Severe burns. Use PPE, eyewash station.
- Propylene glycol (vitamin carrier): Low hazard, but do not discharge to water without treatment (high BOD).
- Natural gas (methane): Explosive range 5–15% in air. Install LEL sensors in toaster room.
Appendix F: Regulatory Compliance Checklist for Export to EU vs USA
| Parameter | USA (FDA) | EU (EFSA) | Required for both |
|---|---|---|---|
| Acrylamide | Guidance 200 ppb (soft) | Benchmark 150 ppb (binding) | Yes |
| Vitamin addition | Must be to 100% DV | Allowed but not mandatory | Depends |
| Allergen labeling | Top 9 allergens | Top 14 allergens | Yes |
| GMO labeling | Mandatory (BE disclosure) | Mandatory if >0.9% | Yes |
15. Conclusion and Continuous Improvement Roadmap

The production of commercial ready-to-eat breakfast cereals is an integrated, multi-stage engineering process that combines grain science, thermal processing, and packaging logistics. Success depends on controlling moisture, temperature, and mechanical forces at each stage—from the mill to the case packer.
Modern facilities are implementing Industry 4.0 principles: each toaster, flaker, and coater is equipped with IIoT sensors streaming data to a central manufacturing execution system (MES). Predictive algorithms alert operators to roll wear (via vibration harmonics) or toaster clogging (via pressure drop). Over the next five years, expect to see full autonomous adjustment of roll gap and coating spray rates using closed-loop AI.
For plant managers, the critical focus areas remain: reducing scrap by 0.5% (which can save $200k annually), lowering natural gas use per ton (by recovering exhaust heat), and ensuring vitamin retention through precise spray location. With consumer trends moving toward high-protein and low-sugar formulations, extrusion technology will continue to evolve—but the fundamental unit operations described in this document will remain the backbone of the industry.